シーメンスが提唱する「全てがデータ起点の製造業」を丸2時間体験してきた
「シーメンスが考える製造業のデジタル化って、こういうことなのか…」
本日、シーメンスのDEX-Tokyo(Digital Enterprise Experience Centers)ショールームを訪問し、丸2時間にわたって「ECM-SCM視点のデジタルエンタープライズ」をテーマにしたプログラムを体験してきました。
きっかけは、福本勲さんからのご紹介。シーメンスはIndustrie 4.0の提唱国ドイツを代表する産業テクノロジー企業です。日本語でそのショールームを体験すること自体が貴重な機会でした。今回ブログ記事化の了承もいただけたので、皆さんにもその内容をお届けします。
プレゼンテーションとデモの両方を交えて、シーメンスが自社ソリューションの全体像を詳細に見せてくれた非常に濃密な2時間でした。製造業に関わる方は是非参考にしていただけると幸いです。
DEXプログラムの全体像

大きく前半のECM(エンジニアリングチェーンマネジメント)と後半のSCM(サプライチェーンマネジメント)の2部構成です。
| # | セッション | 内容 | 時間 |
|---|---|---|---|
| 1 | ECM | シーメンスが考える生産技術プロセスとは | 15 min |
| 2 | 生産技術視点のデモ | BOM/BOP/BOE連携、バーチャルコミッショニング | 30 min |
| - | Q&A | 15 min | |
| 3 | SCM | シーメンスが考えるIT-OT統合とは | 15 min |
| 4 | 製造・生産視点のデモ | ISA-95階層、MES/SCADA/PLC連携 | 30 min |
| - | Q&A | 15 min |
ECMでは「設計から生産技術へのデータの流れ」を、SCMでは「工場内のIT-OT統合」をテーマに、プレゼンテーションの後にそれぞれ実機デモがある構成となっていました。
前半: エンジニアリングチェーンマネジメント(ECM)
製造業の未来 — 自律型への道のりにはストーリーがある
最初に示されたのは、製造業の成熟度を段階的に示したロードマップです。コネクテッドファクトリー、スマートファクトリー、デジタルファクトリー、そして自律型工場(オートノマスファクトリー)と、段階的に進化していく姿が描かれています。
2011年にIndustrie 4.0が提唱された当時は、「エンジニアリング側とファクトリー側、そしてオートメーションをデジタルでつないでいきましょう」というメッセージでした。それから15年経った今、ハノーバーメッセなどで語られているのは、さらにその先にある「自律型工場」の実現です。
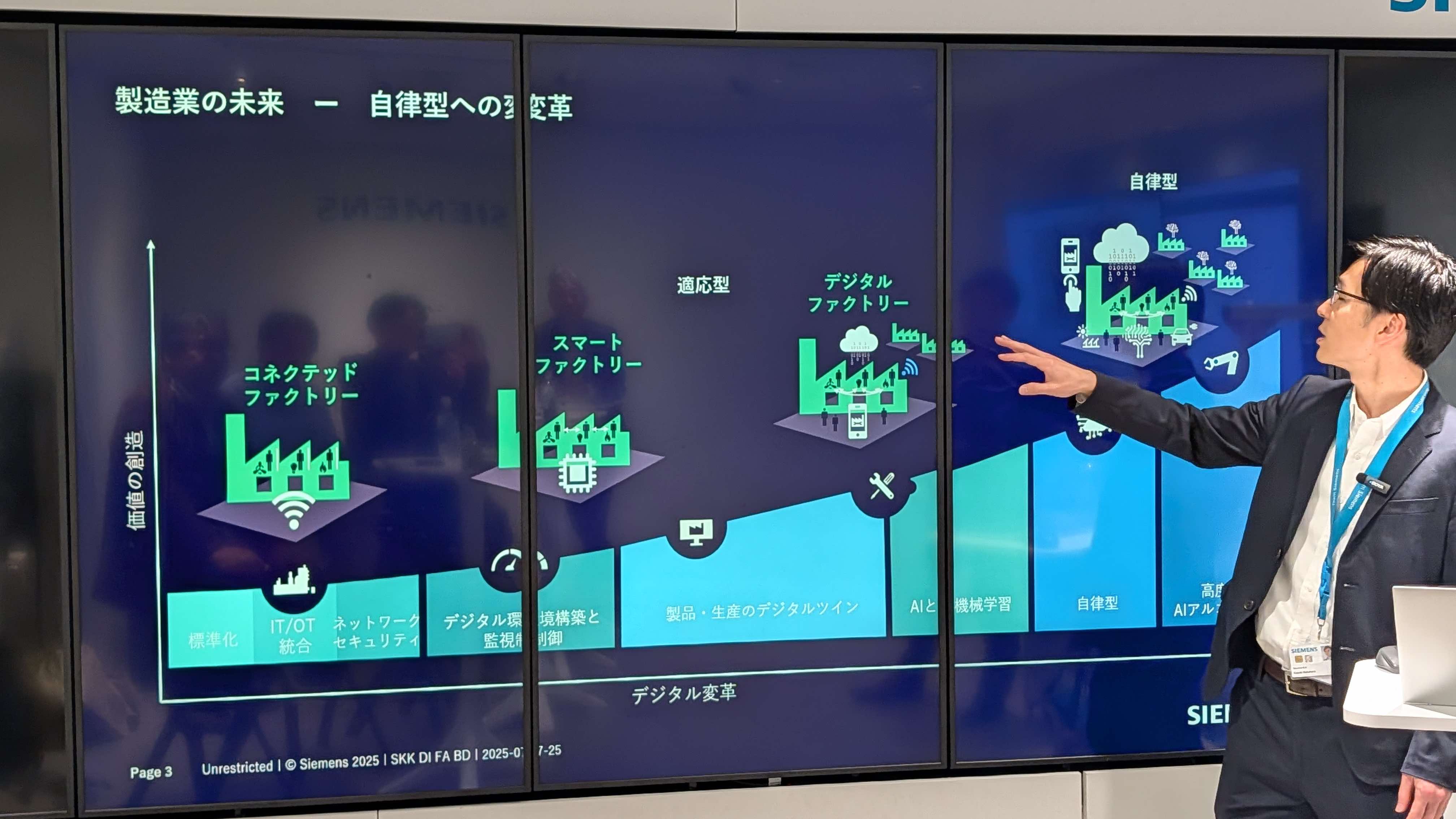
ただし、シーメンスが今回のDEXで強調していたのは、「いきなり自律型にはいけない」という点です。自律型の工場が自分で考えて生産や設計をするためには、データがつながっていることが大前提。部分的にソリューションを入れても、分散的にしかならない。だからこそ、まずデータをつなげるところから始める必要があると。
DEXショールームがフォーカスしているのは、まさにこの「データをつなげる」段階です。日本の製造業の多くがここで苦労していることを、シーメンス自身も認識しているからこそ、この領域に絞ってプログラムを構成しているとのことでした。
ちなみにシーメンス自身ももちろん製造業であり、外部コンサルを入れて「自分たちの現在のポジションはここ」と客観的に把握しているそうです。事業領域ごとにばらつきがあることも話されていて、全社一律に進んでいるわけではないと。自社工場で実装してから顧客に展開する——その姿勢は一貫しています。
エンジニアリングの流れと「生産技術」の位置づけ
続いて、ECMの全体像が示されました。製品企画→製品設計→製品試作→生産技術→生産という流れの中で、今回フォーカスするのは「生産技術」の領域です。
生産技術は、製品設計の情報(BOM: 部品表)を受け取り、「じゃあこの製品をどうやって作るか」を設計する部分です。設備のコンセプト設計から始まり、機械・制御の設計を経て、設備調整・試運転(コミッショニング)へと進みます。
シーメンスの説明では、この生産技術こそがECM上で最も難しく、最もデジタル化が遅れている領域だと位置づけられています。スライドでは「業務システム環境(IT)の谷」として図示されていて、製品設計側(CAD/CAE/PDM)はかなりデジタル化が進み、生産現場側(PLC、ロボット等)もオートメーション化・IoT化されている。でも、その間をつないでいる生産技術は「情報が正しく整っていなくても、人がつなげることで何とかしている」状態。
ここが人依存のまま放置されると、人がいなくなった時にもう回らなくなる。「今はなんとかやっているから大丈夫」という経営者もいるが、5年10年先を考えると危なくなる——という危機感が、今回のプログラム全体の出発点になっていました。
事例: BYDの設計デジタル化
具体的な事例として紹介されたのが、BYD(世界最大のEVメーカー)です。
- 課題: グローバル戦略に基づく新車開発の急激な需要増、開発サイクルの短縮、品質改善の継続
- ソリューション: Teamcenter、NX、Simcenter、Tecnomatix、Polarion、Capital、AEC、Mendix、Simatic
- 成果: 設計データ精度95%向上、車両開発サイクルタイム25%短縮
ポイントは、人依存の設計からデジタル依存に変えていったこと。人に依存していると設計精度は属人的にならざるを得ませんが、デジタル化することで品質と精度を体系的に上げていける。結果として開発リードタイムも25%短縮されたということです。
生産技術視点の3つのポイント
シーメンスが生産技術の観点で重要だと位置づけるポイントは3つあります。
1. 生産技術はECM上の共存領域
製品企画から生産まで、担当者はそれぞれ分かれていても、最終的に作るものはみんな同じ。仕事が細分化されていくと「つなぐ」ことを忘れてしまいがちですが、つないでおかないとどこかで無理が生じ、無駄が発生する。
シーメンスの担当者はわかりやすい比喩を使っていました。「子供の工作って、自分で考えて、組み立てて、プログラミングして、全部自分の頭の中でチェーンがつながっている。でも製造業は仕事が細分化されているから、つなぐことを意識的にやらないといけない」と。
2. 生産技術の要は標準化
2つ目のポイントが標準化。
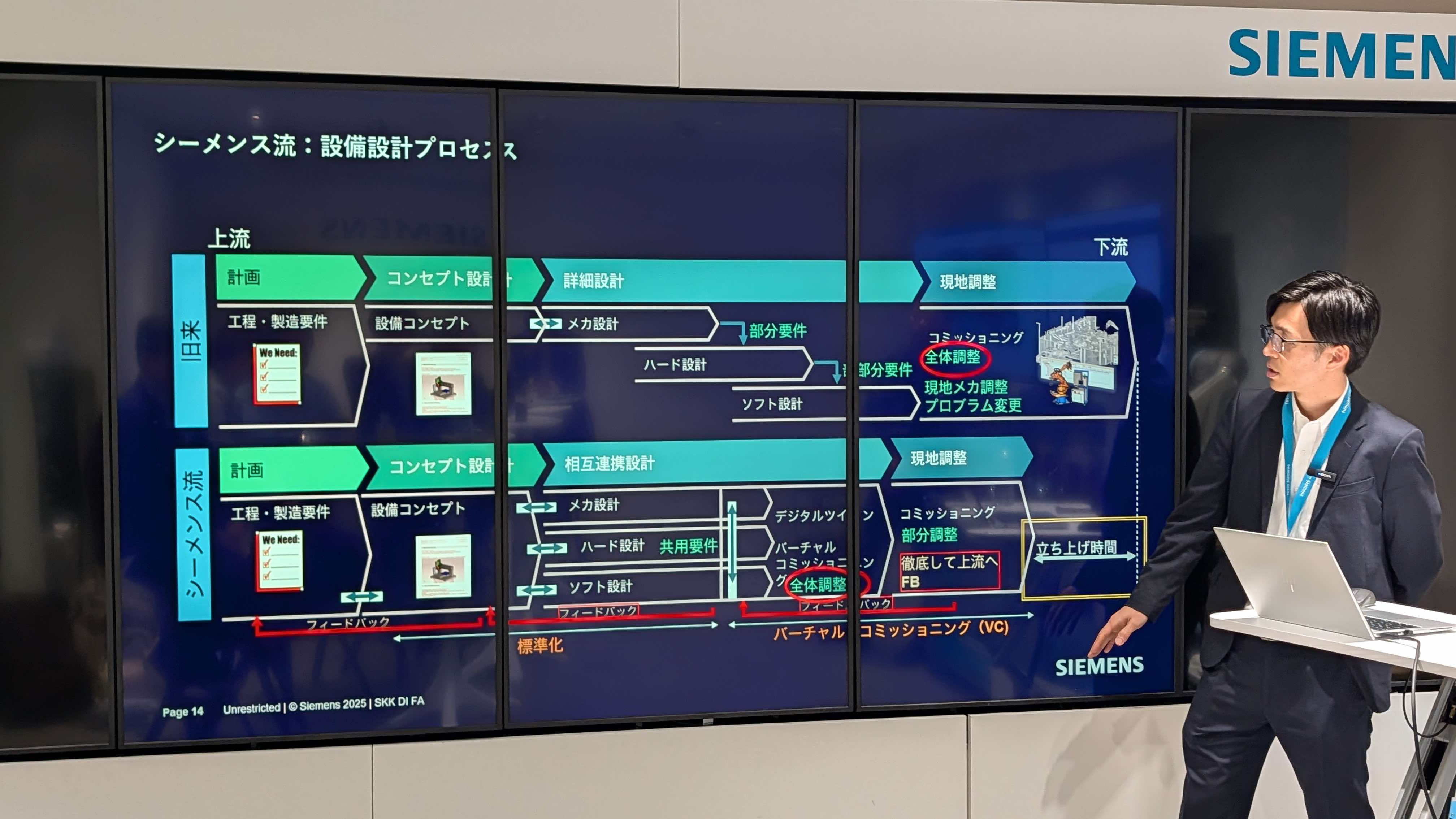
スライドには「旧来のやり方」と「シーメンス流のやり方」が並べて示されています。旧来の装置設計では、機械設計(メカ)、エレキ・ハード設計、ソフト設計と、それぞれの部署が順番に設計を完了させてから次に渡していきます。部署間のデータ連携も、2D図面や過去の経験値ベースで行われ、最後にしわ寄せが来るのは決まってソフト設計の担当者。「現場で1〜2か月かけて、なんとか立ち上げました」という状況が繰り返されています。
しかも、メカ側に問題があっても現場では直しようがないので、ソフト側で吸収するしかない。Aライン、Bライン、Cラインと横展開しても、その都度「現場の人によって調整が変わる」ため、ノウハウは結局現場にだけ残ることになります。
これに対して、シーメンス流では、メカ・エレキ・ソフトの各部署が異なる組織であっても、標準化された共通言語で設計を進めます。「今まで現場に行って初めて全員が顔を合わせて調整していたものを、サイバー空間上、デジタル上で先に調整してしまいましょう」というアプローチです。
ここで言う「標準化」は、たとえばセンサーの名前一つとっても、電気図面とメカ図面で別の名前が付けられていたり、ネーミングルール自体がバラバラだったりする状態を解消すること。「片方で変更しても、もう片方に反映できない」という課題を根本から解決するために、共通のネイティブデータで管理していく発想です。
全体調整をバーチャルで終わらせてから現場に持っていく——いわゆるフロントローディングの考え方です。現場では部分調整だけで済み、ソフトの調整は終わっているので、配線やメカ的な誤差の調整をするだけ。結果として立ち上げ時間が短縮され、ノウハウもデジタル上にどんどん蓄積されていきます。
3. バーチャルコミッショニングの精度はネイティブデータで決まる
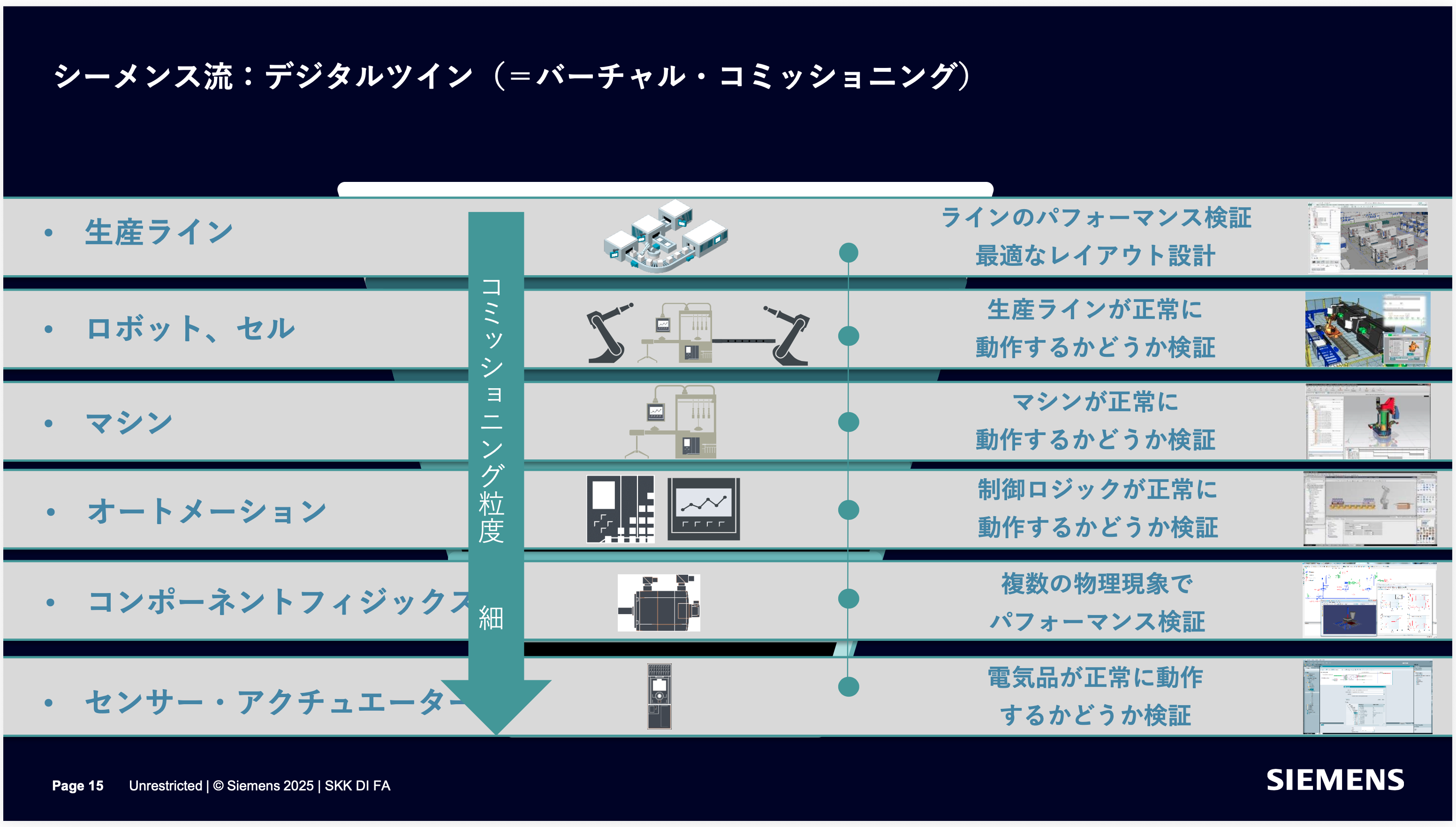
3つ目のポイントは、バーチャルコミッショニング(VC: 仮想空間試運転)を実施する際に「どこでデータを持つのか」が重要だという点です。
事前に検証するといっても、いろんなレベルでの検証があります。センサー・アクチュエーターが電気的にちゃんと動くかどうか、複数の物理現象で制御ロジックが正しく動くか、ロボットとの取り合いでタクトタイムがどうか、工場全体でAGVが何台必要か——それぞれのシミュレーションがあります。
よくあるのは、「うちの部署ではこのツール使ってます」「うちではこっちのツールです」と、部署ごとにバラバラなデータをそれぞれ変換して使っている状態。シーメンスが強調するのは、「1つのマスターでネイティブデータを管理していく」ことの重要性です。
デジタルエンタープライズの考え方 — 2つの輪
シーメンスのデジタルエンタープライズを語る上で、繰り返し登場するのが「製品」と「生産」の2つの輪のコンセプトです。上がデジタル(バーチャル)の世界、下がリアルの世界で、この2つの輪をぐるぐる回していく——リアルとバーチャルを行ったり来たりしながらアップデートしていくことがデジタルエンタープライズだと説明されました。
生産技術は、まさにこの2つの輪が交わるところに位置します。製品側からはBOM情報が来て、生産現場側からは製造情報やBOP(製造工程表)情報が来る。これらを全部束ねて実現するのが生産技術の役割です。だからこそ難しく、だからこそ人依存になりがちなのだと。
この考え方は「現場依存からの脱却」そのものになっていて、「標準化したプロセスを先に作って、デジタル上でそれが正、現場は後からそれを降ろしてもらったものに従う」という順番。日本の製造現場で慣れ親しんだ「現場が正」という考え方とは、そもそもの順番が違っているのがものすごく印象的でした。
ここは個人的にかなり刺さった部分で、多くの日本の製造業では『現場が強い』ことが強みである一方で、デジタル化を進める上では課題となる可能性があることを、改めて実感しました。
ECMデモ: 4ステップで見るバーチャルファクトリー

プレゼンテーションの後、デモ用の簡易仮想工場(Fischertechnikベースの教育用模型)を使った実演に入ります。4つのライン(HBW: ウェアハウス、VGR: クレーン、MPO: 加工、SLD: 仕分け)で構成された工場モデルを、4つのステップで見ていきます。
Step 1: 情報をつなげる(BOM/BOP/BOE)
最初のステップでは、EBOM(設計部品表)→MBOM(製造部品表)→BOP(製造工程表)→BOE(設備・機器情報)が、Teamcenter上でどのようにつながっているかを確認します。
- EBOM(設計部品表): 何を作るか
- MBOM(製造部品表): 製造に必要な部品構成
- BOP(製造工程表): どのように作るか
- BOE(設備・機器情報): どの設備を使って作るか
デモでは、Teamcenterの画面上でこれらのデータが階層的に管理されている様子を見せてもらいました。ただのリストに見えるかもしれませんが、「中にちゃんと3Dモデルが入っている状態」になっていて、各ツールからこの共通データを引っ張ってきて使うという構造です。
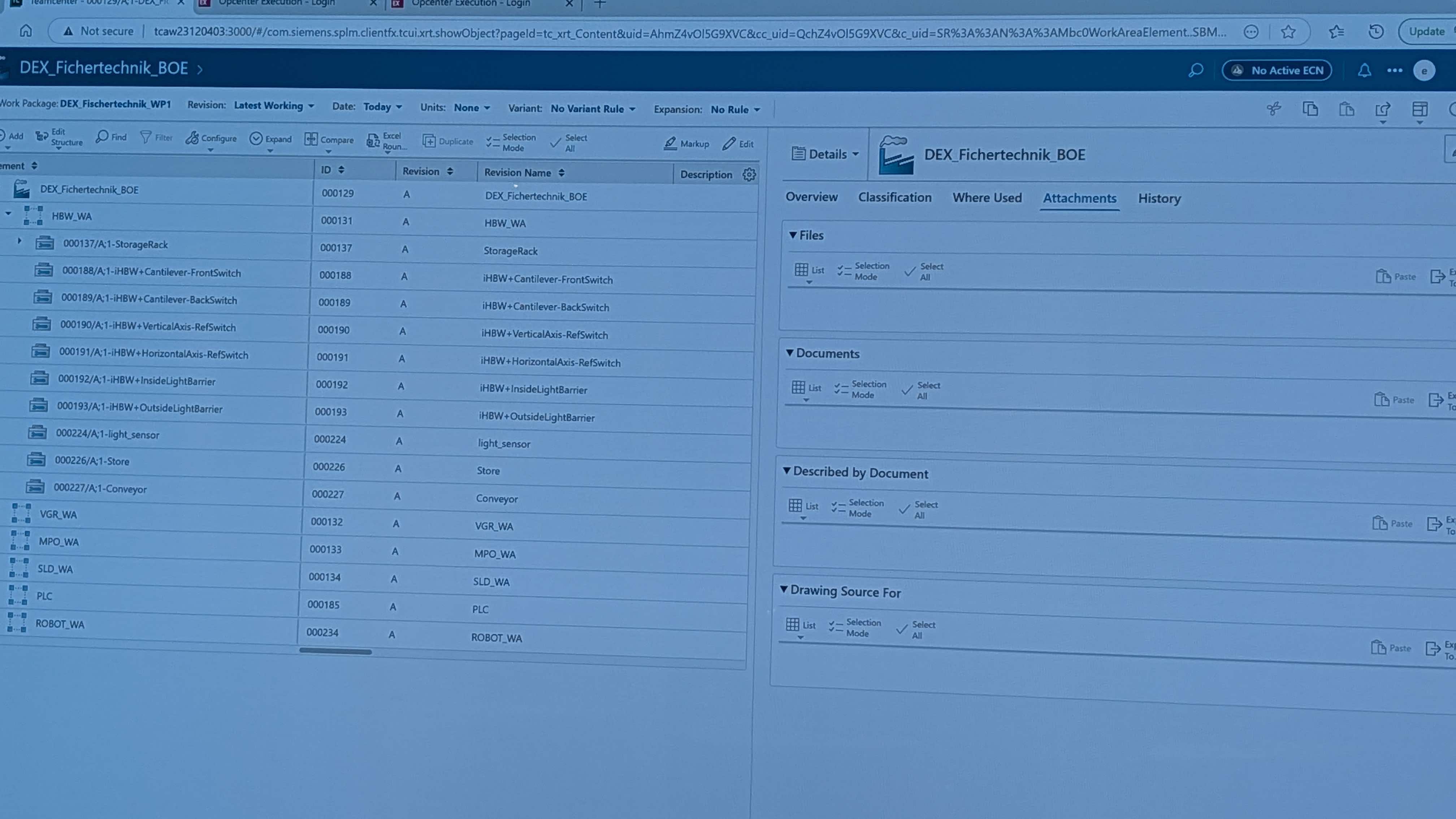
ここの注目ポイントとして強調されていたのは、ライン検証のシミュレーション、工場全体のプラントシミュレーション、機械設計の3D図面——これらのどのツールでも、同じ名前のBOEデータが入っているという点です。「最初にここのルールを決めてさえおけば、モデルを引っ張ってきた時に、みんな同じ名前を見て、みんな何のことかが分かる」。これが標準化の具体的な姿です。
さらに興味深かったのは、設計変更が発生した場合のデモです。たとえばラインの検証中にセンサーの追加が必要になった場合、シミュレーション上でセンサーを追加すると、その変更が機械設計側にもモデルとして反映される。機械設計の担当者がブラケットを追加すれば、それもまた全体に反映されていく。デジタル上で、部署を横断したやり取りが自然にできる仕組みです。
Step 2: バーチャル検証(シミュレーション)
2つ目のステップは、各部署でのシミュレーションです。
ここではまだ部署間が連携しているというよりは、各々の責任範囲で成立性を見ている段階です。機械設計であれば重さや摩擦のパラメータを入れて要素が成立するかどうか、工場全体であればタクトタイムが収まるかどうか。
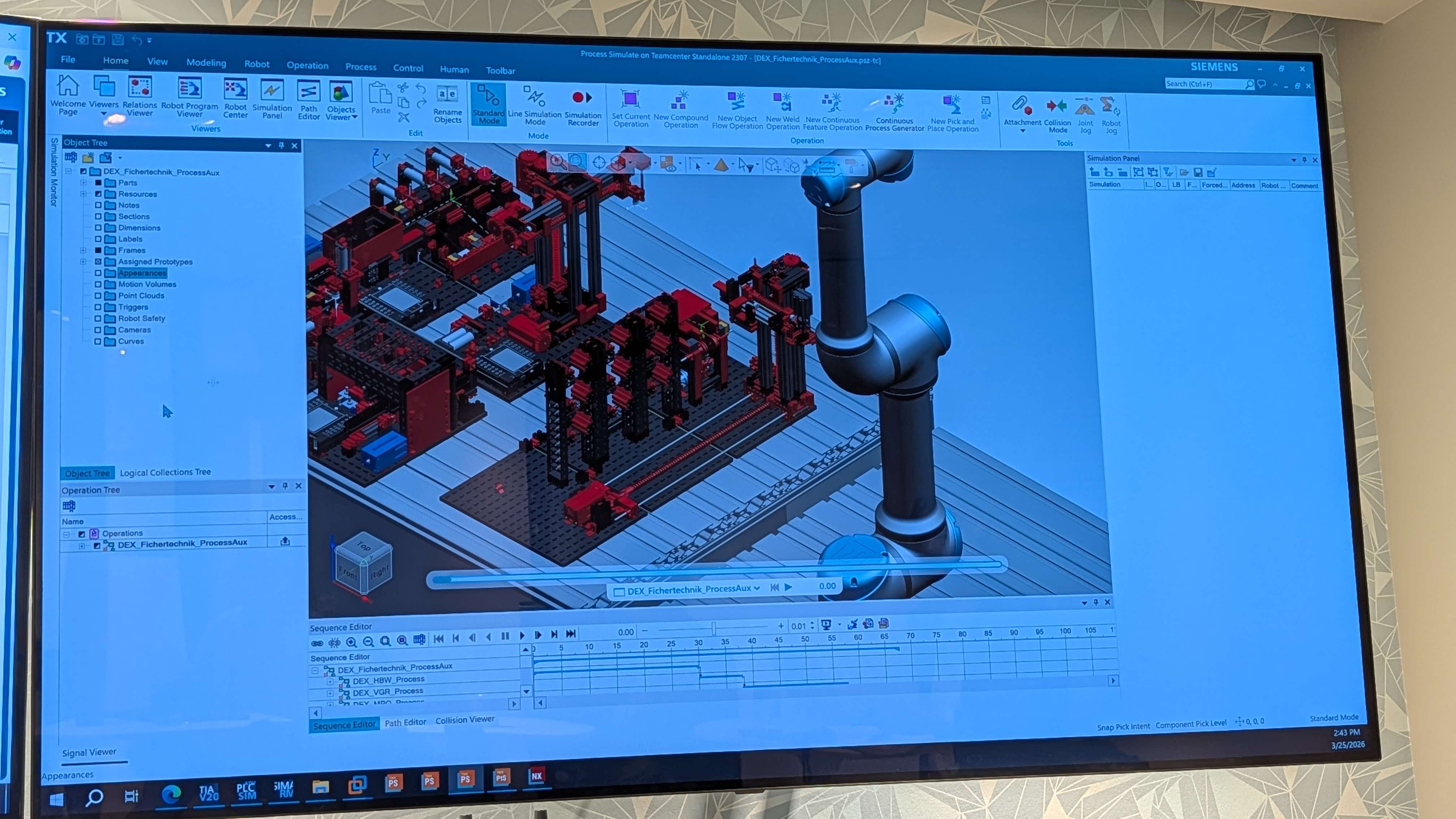
シミュレーションの種類によって使うツールは変わります。ラインの干渉チェックにはProcess Simulate、メカニカル特性の検証にはNX CAD、工場全体のシミュレーションにはPlant Simulationと、見たいものの目的によってツールが異なります。ただし、データの出発点はすべてTeamcenter。必要な人が必要なツールでデータを引っ張り、検証して、またTeamcenterに戻す——という流れです。
「実際にこのシミュレーターを実現しようと思うと、最初に入力しなければならないマスタデータが膨大にならないか?」と質問したところ、「現実世界を全部1つのシミュレーターで再現できれば、それはみんなハッピーだと思うんですけど、まずそれは現実的に無理」と率直に話されていました。シミュレーションには限度があり、複雑な流体や化学反応は別のシミュレーターが必要になる。
そこは結局シミュレーションで何を目的にするのか?そのために必要なデータは何なのか?から目的ベースで整理する必要があるとのことです。デジタルツインにも様々なレイヤーがあり、これらの区別を意識して構築する必要があるとのことでした。
Step 3: バーチャルコミッショニング(仮想試運転)
3つ目のステップが、個人的に一番テンションが上がったところ。
ここで初めてPLC(Programmable Logic Controller)のロジックが登場します。機械は出来上がった、センサーもついた、ハード設計も終わった。あとは「頭」——制御ロジックがないと機械は動かない。
デモでは、シーメンスのPLCエンジニアリングツール「TIA Portal」を使って、Teamcenterに格納されたPLCプログラムを呼び出し、バーチャルPLC上で実行する様子を見せてもらいました。左側にTIA Portalのオートメーション画面、右側にリアルのマシンをバーチャル化したシミュレーター画面が並んで表示されます。
タッチパネルから操作して、電源を入れ、警報をリセットし、運転準備をかける。手動でクレーンを動かすと、画面上のバーチャルモデルが連動して動く。このバーチャルPLCのシミュレーターは単なる見た目だけのシミュレーターではなく、APIを介してマシンの通信プロトコルまで再現しているため、リアルタイムの時刻同期も実現されています。
「ソフト屋さんが、現場で何か月もかけて調整するところを、事前に机上で検証できる」。実際、この段階で6〜7割のデバッグが完了するとのこと。しかも、この段階ならまだ設計を戻せる。現場に行ってしまうと、メカがおかしくても「もうしょうがない、ソフトでなんとかするしかないよね!」となりがちですが、バーチャルの段階なら根本的な設計変更が可能です。
ここで「これを導入すると、現場の人の役割は変わるのか」という質問が出ました。シーメンスの回答は明確で、「はい、変わります。業務のやり方、部署のあり方、フォーメーションから変えないといけない」と。ただし、「一番嬉しいのはソフトウェアエンジニア」だと。今まで全部のしわ寄せを受けていたソフト担当が楽になるので、モチベーションも上がる。実際、バーチャルコミッショニングの推進はソフトウェアエンジニア側からアプローチするケースが多いそうです。
Step 4: リアルへの展開(現地現物検証)
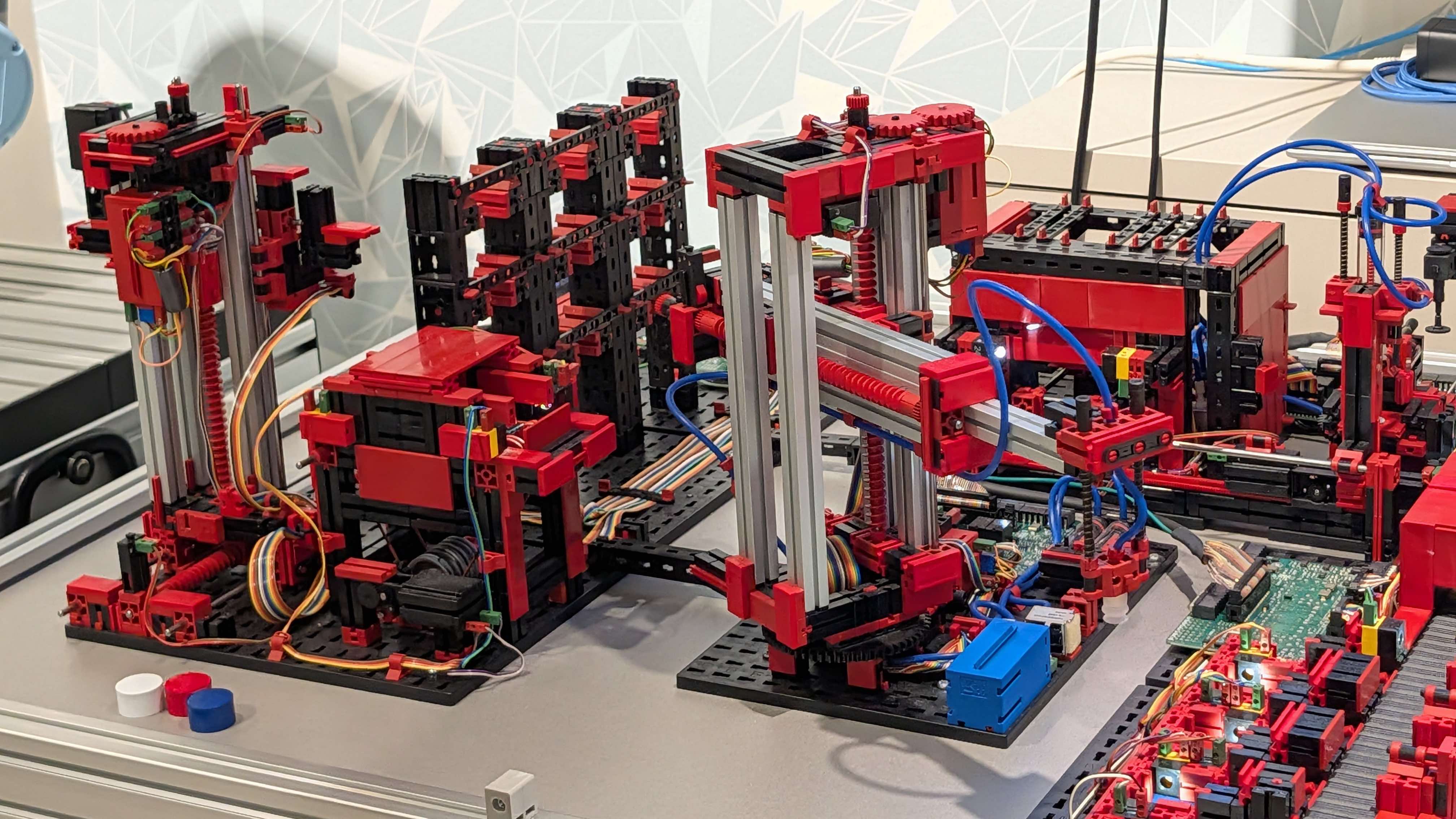
最後のステップで、いよいよ実機(Fischertechnikの模型)に接続します。
バーチャルで使っていたTIA Portalのプロジェクトをそのまま実機のPLCに転送し、同じ操作をすると、実際のメカが動く。デモでは、先ほどバーチャルで動かしたクレーンの動作を、実機でも再現してみせてくれました。「ロジックが全く同じものを使っているので、何か問題が起きても疑うべきポイントが絞れる。シミュレーションがあるので、現場の組み立て固有の問題、配線が違う、チューブが逆、ネジが取れているといった物理的な問題に集中できる」と。
バーチャルで全体調整を終わらせているので、現場での部分調整はグッと短くなる。これが「手戻り不具合の削減」と「立上り品質の向上」につながるという、一連のストーリーです。
また、現場で修正した内容をTeamcenterにフィードバックすることで、同じコンポーネントを使っている別の機械や別の工場のラインにも反映される。これが「標準化とモジュール化」の効果で、ライブラリとして再利用できるように設計しておけば、変化点がバージョン管理され、どんどんナレッジが蓄積されていきます。
後半: サプライチェーンマネジメント(SCM)
アンベルク工場 — シーメンスのモデル工場
後半のSCMパートでは、まずシーメンス自身のモデル工場であるアンベルク工場(ドイツ)の事例が紹介されました。
- 約1,200種類の製品を取り扱い、年間170万個を製造
- 1日あたり300回以上の段取り替え(受注生産型)
- 品質は10.5 DPM(100万個作って不良10個程度)
- 設備の入れ替えは毎年25〜30%(稼働しながら入れ替え)
- WEF(世界経済フォーラム)の「サステイナビリティ ライトハウス」認定
35年以上の歴史を持つ既存工場を、少しずつデジタル化してきた実例です。「いきなりバンとやったわけではない。グランドデザインを描いて、ロードマップを作って、パズルのピースを少しずつ埋めていく」とのこと。
カーボンニュートラルの文脈では、プロダクトカーボンフットプリント(PCF)を計算するために、現場のEMS情報、ERPの部材情報、設計情報——これらがつながっていないと計算すらできない。SiGREENを使ってサプライチェーン全体でのPCF管理を実現し、エネルギー消費量47%削減、100%トレーサビリティを達成したとのことです。
SCMの2つのポイント: データ標準化とBOP同期
SCMパートで強調されたのは2つのポイントです。
1. SCMデータの標準化
工場のIT-OT統合でまず問題になるのが、装置メーカーごとにデータの形式やプロトコルがバラバラだという現状です。シーメンスの担当者は「日本のエンドユーザーさんは、あまり仕様書を細かく作っていない」と指摘していました。海外では、どのデータをどのプロトコルで上げるか、プログラムのライブラリまで提示され、画面の作り方も全部定義されている。一方、日本では装置メーカーごとに好きなようにデータを上げるので、エンドユーザーが最後に全部自分たちでまとめている状態だと。
根本的な解決には、ISA-95のようなグローバル標準に基づいて、ITとOTのプラットフォームを設計していくことが必要です。標準化のステップとしては、(1) ECMの生準段階でデータ構造を標準化、(2) 通信規格の統一、(3) ECMデータモデルの標準化——という順番になります。
垂直型の標準化ができていないと、設備設置後に基幹IT側で人為的につなぎこむ必要があり、コスト・属人化・サイロ化の温床になる。ECMの工程が後になればなるほど、その修正コストは大きくなるという図は、非常に説得力がありました。
2. BOP(製造工程表)との同期
もう1つのポイントは、設計側で作ったBOP情報と製造側をデジタルでつなぐこと。現状では、BOPの情報がエクセルで管理されていたり、設計と製造でそれぞれ別々に管理されていたりすることが多い。せっかく情報があるのに、つながっていない。
ここでMES(Manufacturing Execution System: 製造実行システム)のレイヤーが非常に重要になります。MESは設計情報とERPをつないでいくハブの役割を果たすからです。BOPと同期することで、生産計画の精度が上がり、設備の能力情報を活かしたシミュレーションが可能になります。
ISA-95に基づく階層構造
SCMデモの前に、ISA-95(IT/OT統合の国際標準)に基づく工場の階層構造が説明されました。
| レベル | 役割 | シーメンス製品 | タイムフレーム |
|---|---|---|---|
| Level 4 | 経営管理(ERP/PLM) | — | 月/週/日 |
| Level 3 | 製造実行(MES/MOM) | Opcenter | 時/分/秒 |
| Level 2 | 監視制御(SCADA) | SIMATIC WinCC | 秒/ミリ秒 |
| Level 1 | 設備制御(PLC) | SIMATIC | ミリ秒/マイクロ秒 |
| Level 0 | 生産設備 | Fischertechnik(デモ用) | — |
ここで重要なのは、MES(Level 3)とSCADA(Level 2)の役割の違いです。
MESは「製品」を見ています。どの部材を、いつ、どれぐらい作るのか。製造オーダーの管理、品質情報の記録などが守備範囲です。一方、SCADAは「設備」を見ています。ラインが今動いているか止まっているか、センサーの温度や圧力情報をリアルタイムで収集・アーカイブする。
見る速度も、MESはタスクの開始から完了で1データ(分単位)、SCADAは秒単位〜数百ミリ秒で全く異なります。「これを無視して全部まとめて1つのシステムでやりましょうとすると、かなりオーバースペックになってしまう」と。どこのレイヤーで何をさせるのかを明確に定義することが大切で、ISA-95はそのための共通言語になるわけです。
SCMデモ: MES→SCADA→PLCの連携
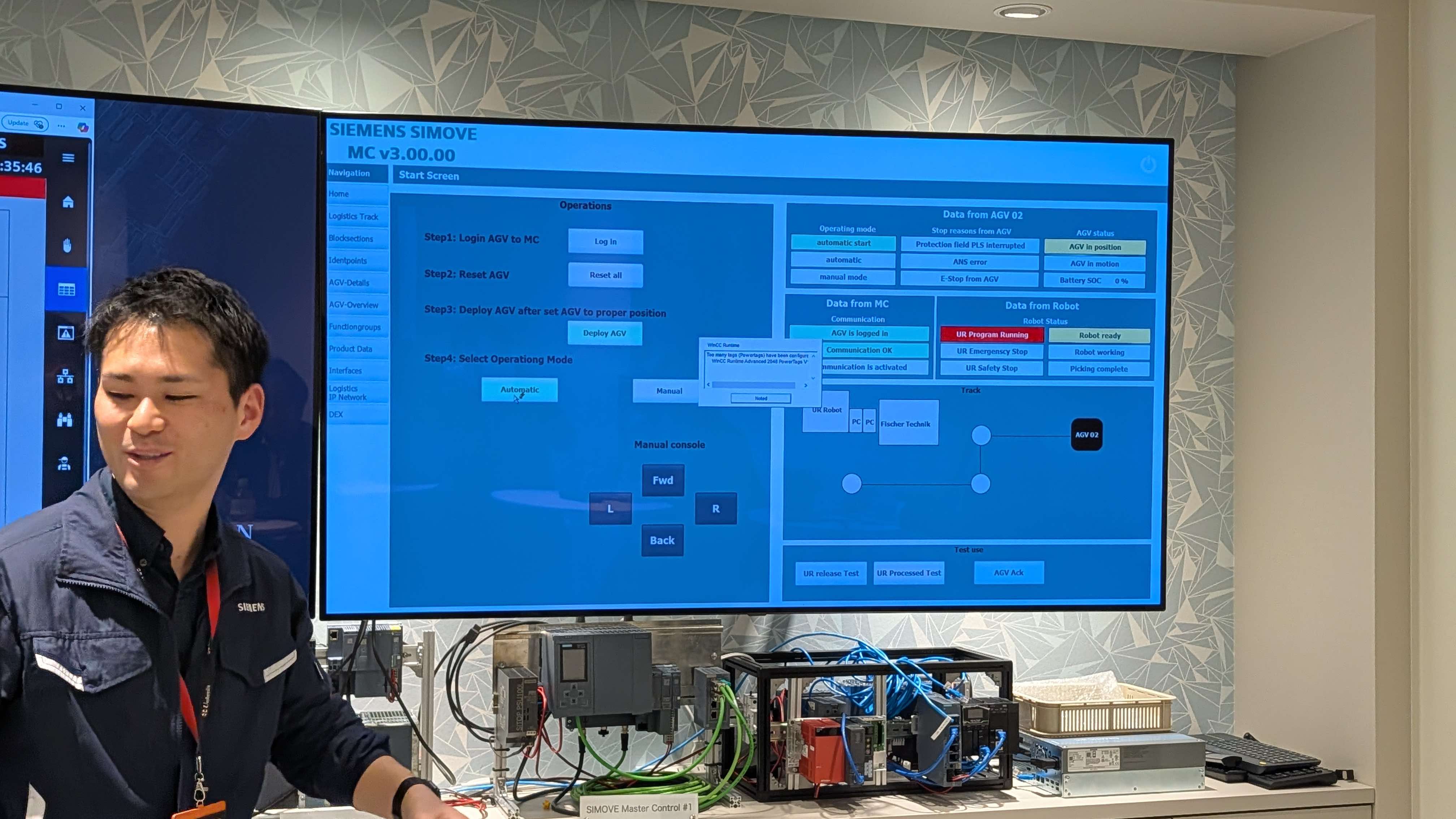
デモでは、同じFischertechnikの模型工場を使って、MES(Opcenter)からSCADA(WinCC)を経由してPLCに製造オーダーを下ろし、実際に製品を製造するフローを見せてもらいました。
- MES(Opcenter) でBOPから製造オーダーを作成。製品ID、プロダクションタイプなどを設定し、管理者が承認(リリース)
- SCADA(WinCC) がMESからオーダー情報をOPC UAで受け取り、設備の運転準備を実行
- PLC(SIMATIC) がS7-Connectionで設備を制御し、実際に製品を搬送・加工
- 製造完了後、PLCからSCADA、SCADAからMESへと完了情報が遡上
MES-SCADA間はOPC UA、SCADA-PLC間はS7-Connectionという通信プロトコルで接続されています。上から下にデータを下ろし、処理が終わったら下から上に上げていく——この双方向のデータの流れが、ISA-95に基づいた垂直統合の具体的な姿です。
ここで「ITとOTの担当者が違う」という課題も語られていました。MES側はIT屋さん、SCADA/PLC側はOT屋さん。「どんなデータが上がってくるのかIT屋さんには分からない、どうつなげるかOT屋さんにも分からない。この統合がめちゃくちゃ大変」と。思想が全く違うので、一緒にやらないといけないのに、コミュニケーションのハードルが高い。
これはまさに自分たちが日々お客様と接する中で感じている課題そのものです。データの可視化一つとっても、見る人や見る角度が違う。ISA-95のレイヤーを意識しないと、「結局、誰が何を見て何に反応するのか」が曖昧になってしまう。
参加者とのQ&A
当日はプレゼンテーションやデモの合間にQAもありました。主要なものをいくつか紹介します。
Q. 既存工場にデジタル化を導入する場合、操業を止めないといけないのでは?
シーメンス: 新設工場(グリーンフィールド)であれば最初からコンセプトで作れますが、既存工場には捨てられないものがたくさんあります。シーメンス自身のアンベルク工場も35年以上の既存工場です。全体のグランドデザインを描いて、ロードマップを作り、パズルのピースを少しずつ埋めていくようなやり方で進めています。一気にやるのではなく、段階的に進めるのが現実的です。
Q. シミュレーションのマスタデータはどこまで入れる必要があるのか?
シーメンス: どのシミュレーターで、どの情報が欲しいか——それだけなんです。ラインの干渉チェックが目的であれば形状やサイズ感で十分で、物理特性までは不要です。メカニカル特性(重力、摩擦など)を検証したければ別のツールを使います。シミュレーションの目的によって、必要なデータの粒度もツールも異なる。ただし、データの出発点はすべてTeamcenterで、必要な人が必要なソフトでデータを引っ張り、検証して、またTeamcenterに戻すという流れは共通です。
Q. バーチャルコミッショニングを導入すると、現場の人の役割は変わるか?
シーメンス: はい、大きく変わります。今までの業務とは変わるので、働き方から考えないといけない。組織のフォーメーション、部署のあり方も変える必要があります。ただ、一番メリットを感じるのはソフトウェアエンジニアです。従来は全部のしわ寄せがソフト担当に来ていたのが楽になる。モチベーションも上がるので、実際にバーチャルコミッショニングの推進はソフトウェアエンジニア側からアプローチするケースが多いです。
Q. 現場でうまくいかなかった場合、どうフィードバックするのか?
シーメンス: まず、バーチャルで検証済みのロジックと同じものを使っているので、現場で問題が起きた時に疑うべきポイントが絞れます。配線が違う、図面と現場が合わないといったケースでは、現場で修正するだけでなく、「そもそも間違いやすい設計だった」のであれば設計側を変えてしまう。そのフィードバックがTeamcenterに反映されれば、同じコンポーネントを使っている別の機械にも全部反映される。標準化とモジュール化によって、ライブラリとして再利用できるように設計しておくことで、変化点がバージョン管理され、ナレッジが蓄積されていきます。
「フロントローディングをここまで徹底しているのか…という率直な驚き」
丸2時間、シーメンスのDEXをガッツリ体験してきたわけですが、全編知見の塊で刺激を受けました。ものすごく雑に今日聞いた印象をまとめると、こんな感じです。
「デジタルを製造現場に活用していくにあたって、全体最適を貫くなら、そりゃもう、全てのデータや工程や業務をデジタル起点に考えないと駄目でしょ」
ECMでもSCMでも、一貫して語られていたのは「データをつなげる」ことの重要性でした。BOM/BOP/BOEの連携、バーチャルとリアルの連携、MESとSCADAの連携——すべてが「いかにシームレスにデータをつないでいくか」という思想に貫かれています。
また、標準化は「ツールを入れれば解決する」という話ではなく、ネーミングルールの統一、ISA-95に基づく階層設計、仕様書の作り方まで含めた組織文化の変革だということが、デモを通してよく分かりました。シーメンスの担当者も「働き方から考えないといけない。組織も変えないといけない」と明言していました。
「フロントローディング」という言葉は製造業でよく聞きますが、バーチャルコミッショニングのデモを実際に見ると、その具体的な意味がリアルに分かります。事前にバーチャルで7〜8割の調整を終わらせてから現場に行く。この順番の転換が、立ち上げ時間の短縮とノウハウのデジタル蓄積を同時に実現する鍵になっている。
日本の製造業にとって、シーメンスのアプローチがそのまま適用できるかどうかは、正直なところ企業の規模や成熟度によると思います。ただ、「データをつなげる」「標準化する」「上流で品質を作り込む」という基本思想は、シーメンスの製品を使うかどうかに関係なく、すべての製造業にとって重要な視点だと改めて感じました。
参考資料
記事中で紹介したシーメンスのソリューション
| ソリューション | 役割 | 公式ページ |
|---|---|---|
| Teamcenter | PLM(製品ライフサイクル管理)プラットフォーム | https://plm.sw.siemens.com/ja-JP/teamcenter/ |
| NX | CAD/CAM/CAE統合ソフトウェア | https://plm.sw.siemens.com/ja-JP/nx/ |
| TIA Portal | PLC統合エンジニアリング環境 | https://www.siemens.com/jp/ja/products/automation/industry-software/automation-software/tia-portal.html |
| Process Simulate | ライン・ロボットシミュレーション | https://plm.sw.siemens.com/ja-JP/tecnomatix/process-simulate-software/ |
| Plant Simulation | 工場全体のプラントシミュレーション | https://plm.sw.siemens.com/ja-JP/tecnomatix/plant-simulation-software/ |
| Opcenter | MES/MOM(製造実行・製造オペレーション管理) | https://plm.sw.siemens.com/ja-JP/opcenter/ |
| SIMATIC WinCC | SCADA(監視制御・データ収集) | https://www.siemens.com/jp/ja/products/automation/industry-software/automation-software/scada/simatic-wincc-v8.html |
| SiGREEN | カーボンフットプリント管理 | https://www.siemens.com/global/en/company/sustainability/carbon-footprint-app-sigreen.html |
DEX(Digital Enterprise Experience Centers)
今回訪問したDEX-Tokyoは、シーメンスが世界各地で展開しているショールームの東京拠点です。
事例・リファレンス
- BYD事例: https://resources.sw.siemens.com/en-US/case-study-byd-autocompany/
- シーメンス アンベルク工場(EWA): https://www.siemens.com/global/en/company/stories/industry/electronics-digitalenterprise-futuretechnologies.html
国際標準・リファレンスモデル
- ISA-95(IT/OT統合の国際標準): https://www.isa.org/standards-and-publications/isa-standards/isa-95-standard
- RAMI 4.0(Industrie 4.0リファレンスアーキテクチャモデル): https://www.plattform-i40.de/IP/Redaktion/EN/Downloads/Publikation/rami40-an-introduction.html
最後に、今回ご案内いただいたシーメンスの方々、そして機会をいただいたアルファコンパス 代表CEO 福本 勲さん、改めてありがとうございました。
それでは今日はこのへんで。濱田孝治(ハマコー)でした。